


在很多橡胶厂的化验室里,都供着价值不菲的设备——硫化仪。 每天,质检员把胶料放进去,机器嘎吱嘎吱转几分钟,吐出一张画着一条“S”型曲线的纸。
老板们,这可是橡胶的“心电图”啊!几万块钱买的设备,只用来看一个数字,简直是暴殄天物!今天,橡胶网就用最接地气的大白话,教你如何像老中医看心电图一样,看懂这根决定了车间生死存亡的“硫化曲线”,把藏在里面的良率和产能全部榨出来!
很多车间主任遇到产品死胶、缺胶、或者“外焦里生”,第di一yi反应就是去调机台的温度和压力。其实,所有的病根,早在胶料打出那张“硫化曲线”的时候,就已经注定了。
硫化曲线,记录了一块软趴趴的生胶,在高温下如何一步步变成具有弹性和强度的熟胶的全过程。它不是一条简单的线,而是分成了决定生死的“四个乐章”。今天我们掰开揉碎了讲。
第di一yi阶段:焦烧期(排气与充模的“黄金救援时间”)
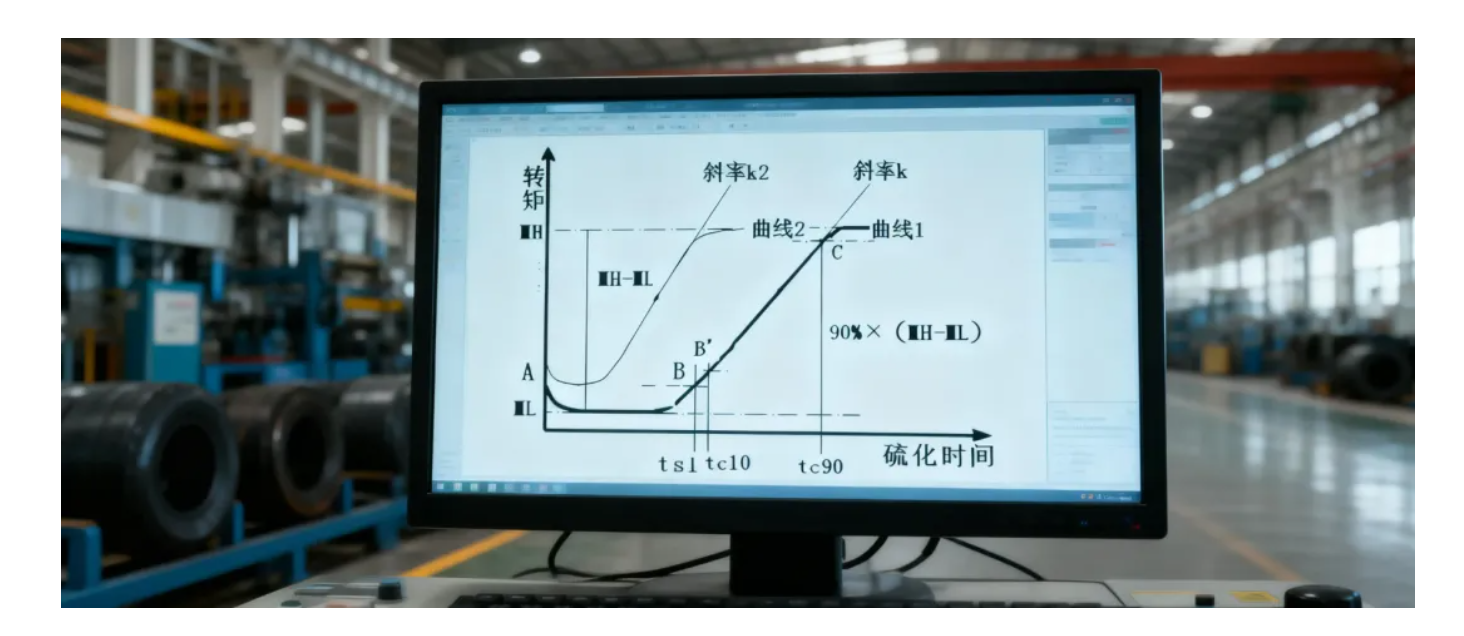
曲线刚开始的那段平缓甚至略微下降的低谷期。关键指标是 t10 或 ts1/ts2(焦烧时间)。
在这个阶段,交联反应还没真正开始,橡胶受热变软,流动性达到极值,像拉面一样可以随意塑形。
车间的生死线: 这段时间,是橡胶在模腔里流动、填满所有死角、并把空气赶出去的唯wei一yi机会!
太短的悲剧: 如果 t10 只有短短几十秒(配方里促进剂加猛了),机台师傅刚把胶料放进模具,还没来得及合模加压,胶料就已经开始交联变硬了。结果必然是:死胶、缺胶、明疤、水波纹。
太长的代价: 如果 t10 太长,虽然绝jue对dui不会缺胶,但意味着机台要白白等待很久才开始熟化,极大地浪费了车间的产能。
建议: 完美的焦烧期,必须刚好大于“操作工装胶 + 模具合模 + 抽真空排气”的总时间。多一秒浪费,少一秒报废!
第二阶段:热硫化期(爬坡期的“速度与激情”)
曲线走完平谷后,开始呈 45° 甚至更陡峭的角度疯狂往上爬的那段区间。
这时候,配方里的硫磺和促进剂彻底杀疯了,橡胶分子之间正在快速搭建三维网络,扭矩(代表硬度和强度)急剧上升。
看斜率知产能: 这条线爬得越陡、越直,说明硫化速度越快,出模时间就越短。老板最喜欢看陡峭的线。
避坑提示: 爬坡太快也有隐患!如果产品很厚,表面瞬间交联锁死,内部的水汽和低分子挥发物就再也跑不出来了,出模后直接鼓包“窝气”。对于厚壁产品,宁可让这条线爬得缓一点,给排气留足退路。
第三阶段:正硫化点(性能封神的“高光时刻”)
曲线爬坡逐渐变缓,即将达到最zui高gao点的位置。车间里最迷信的指标 t90(正硫化时间)就在这里。
t90 代表着胶料已经完成了 90% 的交联。在这个点上,橡胶的综合物理性能(抗张强度、弹性、耐磨性)达到了巅dian峰feng。
最zui大da的误区: 很多工厂直接把 t90 的时间,设定为硫化机的开模时间。大错特错!
解析: 硫变仪里测试的胶片只有 2毫米 厚,热量是瞬间穿透的。但你车间里做的减震垫可能有 20毫米 厚!如果你按 t90 去开模,产品表面是熟了,中心绝jue对dui是一包软绵绵的生胶。
正确做法: 实际硫化时间 = t90 + 滞后时间。经验公式是,产品厚度每增加 1 毫米,时间至少要增加 1 - 1.5 分钟(或者使用测温线进行精jing确que测算)。
第四阶段:硫化平坦期与过硫期(配方师的“良心测试”)
过了最zui高gao点之后,曲线的走向。这就是考验配方师功底的时候了。
它通常有三种走向,决定了车间操作工能不能安心去上个厕所:
平坦型(最完美): 曲线像心电图的直线一样平稳。这就是传说中“极ji佳jia的硫化平坦期”。意味着哪怕工人晚开模 3 分钟,产品拿出来性能依然顶呱呱,不焦不脆。
继续爬坡型(无尽的交联): 过了 t90,曲线还在缓慢上升。这多见于过氧化物硫化体系。产品容易越烤越硬,撕裂强度急剧下降,必须严格卡死开模时间。
滑坡返原型(天然胶的噩梦): 曲线达到顶点后,开始掉头向下!这叫“硫化返原”,多发于天然橡胶(NR)制品。此时橡胶分子链在高温下开始断裂,产品发软、发粘、永yong久jiu变形极大。如果你看到这种曲线,必须立刻让配方师加入抗硫化返原剂(如 WK-901 或 补硫剂),否则稍微多烤一会,产品直接报废!
硫化曲线,绝jue对dui不是一张用来应付 ISO 审核的废纸。
它是配方师和车间主任之间沟通的通用语言。下次再遇到缺胶,别急着骂操作工,先看看曲线的焦烧期是不是太短了;遇到产品变软发粘,去看看曲线是不是严重返原了。
学会看懂这根“心电图”,你就能把废品率死死按在地上摩擦,把每一秒钟的产能都变成实打实的利润!
特别声明:
Special statement:
转载其他网站内容仅供参考,以传递更多信息而不是盈利。
Reprinting content from other websites is for reference only, to convey more information rather than for profit.
版权属于原作者。如有侵权,请联系删除。
Copyright belongs to the original author. If there is any infringement, please contact us for deletion.






