在精密密封和高gao端duan工业件的生产中,大家最常挂在嘴边的词是“耐介质”、“耐老化”、“耐高低温”。但只要你真正去翻阅客户的退货报告,或者去现场看那些跑了几万公里的密封圈、胶垫,你会惊切地发现:高达90%的三元乙丙橡胶(EPDM)制品失效,最终的致命伤都卡在了“抗撕裂性能”上!
一、 为什么90%的EPDM失效,最zui后hou都成了“撕裂”?
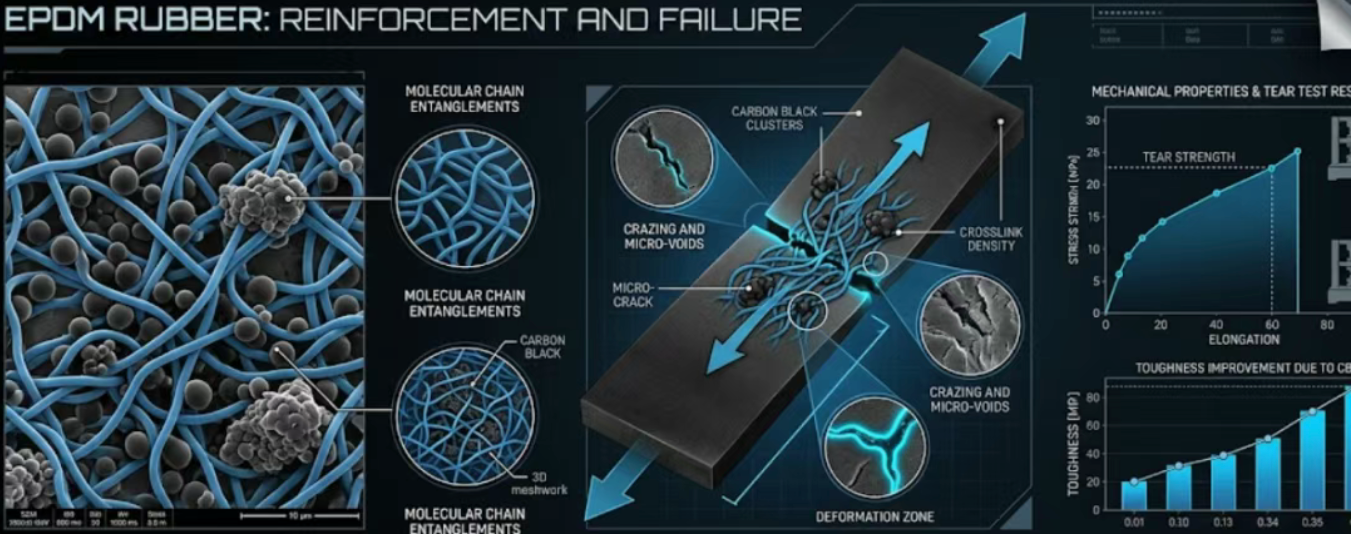
很多工程师有个误区:只要硬度、下拉强度(拉伸强度)合格了,产品就没问题。但在实际工况中,EPDM极少是被单纯“拉断”的,它们绝大多数死于“应力集中导致的裂口扩展”。
结构“先天不足”: EPDM的主链是饱和的,这让它极度耐臭氧、耐老化。但硬币的另一面是,它的分子链柔顺性较差,且属于非自补强橡胶。在不加填料的情况下,生胶自身的结晶度低,纯胶的抗撕裂强度低得可怜。
动态工况的“钝刀子割肉”: 无论是汽车泵阀的O型圈,还是高压电器箱的精密密封垫,在长期承受交变应力(压缩-释放-再压缩)的过程中,只要表面因为模具粗糙或安装划伤产生了一个微小的微裂纹,应力就会瞬间集中在这个尖角上。
配合剂的“过犹不及”: 为了追求性价比或者高硬度,很多配方中充油量和高补强碳黑(如N330)的配比失去了平衡。碳黑聚集体在微观上成了“应力集中点”,不仅没补强,反而成了裂口延伸的“引线”。
二、 2026配方自救指南:如何拯救EPDM的抗撕裂缺陷?
既然知道病因在“微观裂口扩展”,我们在配方正向设计时,就必须祭出几手硬核手段:
选对生胶:高乙yi烯xi含量与高分子量是王道
别只看价格!想要抗撕裂,优先选择高分子量(高门门尼)和高乙yi烯xi含量(例如70%以上)的EPDM牌号。高乙yi烯xi含量会在室温或形变时产生微结晶,这种“应力诱导结晶”是天然的抗撕裂屏障,能有效阻止裂纹向前蔓延。
硫化体系:硫黄 vs 过氧化物
过氧化物体系: 形成的C-C键键能高,耐热极好,但由于交联键较短、灵活性差,其抗撕裂性能往往不如硫黄体系。
折中方案(共硫化): 在高gao端duan密封配方中,主流做法是采用过氧化物主硫化 + 微量硫黄/活性剂(如TAIC、TAC)共振。既保留了过氧化物的耐热性,又利用多硫键的弹性释放了局部应力,显著提升动态抗撕裂强度。
填料的“协同效应”:别把碳黑当唯wei一yi
单一使用高补强碳黑容易降低制品延伸率,导致撕裂口变脆。聪明的配方师现在都在玩“晶片复合补强”:
引入高长径比的针状硅灰石、高岭土或纳米蒙脱土。这些片状/针状矿物填料在橡胶网络中就像一堵堵“挡板”,当撕裂纹路向前蔓延时,碰到这些片状填料就不得不“绕道”或者被分散,从而消耗掉撕裂能量。
三、 工艺端不可忽视的“隐形大坑”
有时候配方在实验室测出的撕裂强度高达40N/mm,但做成成品一撕就裂,这时候就要去车间抓鬼了:
模具飞边(Flash)太厚或撕边粗糙: 很多人为了省人工,直接硬撕飞边。如果模具分型面设计不合理,硬撕会在制品边缘留下微米级的锯齿状缺口。这在后续工况中就是100%的“撕裂发源地”。
喷霜(Blooming)带来的界面脆化: 硫黄或促进剂过量导致表面喷霜,不仅影响外观,更会在制品表面形成微观颗粒剥离孔洞,极易诱发表面撕裂。
特别声明:
Special statement:
转载其他网站内容仅供参考,以传递更多信息而不是盈利。
Reprinting content from other websites is for reference only, to convey more information rather than for profit.
版权属于原作者。如有侵权,请联系删除。
Copyright belongs to the original author. If there is any infringement, please contact us for deletion.