


在咱们橡胶加工的流水线上,如果说密炼机是“大胃王”,负责把各种药粉和胶料揉捏在一起,那螺杆挤出机(Extruder)就是“精密的造型师”。无论是咱们常见的密封条、轮胎胎面,还是各种胶管、电缆护套,都离不开这位“老大哥”。
很多老铁反映,挤出机看起来就是在转圈圈,但里头的学问大得很:为什么同样的胶料,有人挤出来平整如镜,你挤出来却像“鲨sha鱼yu皮”?为什么有人能连轴转,你的螺杆转两圈就“冒烟”焦烧了?
今天,工程师就带大家深入螺杆内部,拆解一下橡胶螺杆挤出的核心逻辑与实战秘籍。
一、 橡胶挤出的“灵魂”:螺杆到底在干什么?
螺杆挤出的本质,是利用螺杆的旋转将胶料向前推进,并在此过程中通过机械剪切、摩擦生热和压力积聚,使胶料从不规则的胶块转变为具有稳定形状和尺寸的连续半成品。
1. 三大功能区(The Three Zones)
一个标准的橡胶螺杆,虽然看起来是一根铁棒,但在设计上shang分fen为三个核心功能段:
喂料段(Feed Zone): 它的沟槽最深,任务是把胶料从喂料口“抓”进来,并利用摩擦力将其向前输送。
压缩段(Compression Zone): 螺棱的深度逐渐变浅。随着空间被压缩,胶料被强行挤在一起,内部的空气被排出来,压力开始升高。
计量段(Metering Zone): 它的作用是稳定流量和压力。这一段就像个精密的泵,确保胶料能以恒定的速度挤出模头。
二、 行业分水岭:冷喂料 vs 热喂料
这是老铁们在买机器时最纠结的问题。
1. 热喂料挤出(Hot Feed Extruder)
特点: 螺杆短(L/D比例通常在 4:1 到 6:1 之间)。
逻辑: 这种机器本身不具备“热炼”能力,必须在机器前面配一台开炼机(热炼机),把胶料拉热了再喂进去。
优点: 产量大,机器便宜。
缺点: 依赖人工热炼,尺寸波动大,劳动强度高。
2. 冷喂料挤出(Cold Feed Extruder)
特点: 螺杆非常长(L/D通常在 12:1 到 20:1 甚至更高)。
逻辑: 常温下的胶条直接喂进去,靠螺杆自身的强剪切力把胶料“磨热”。
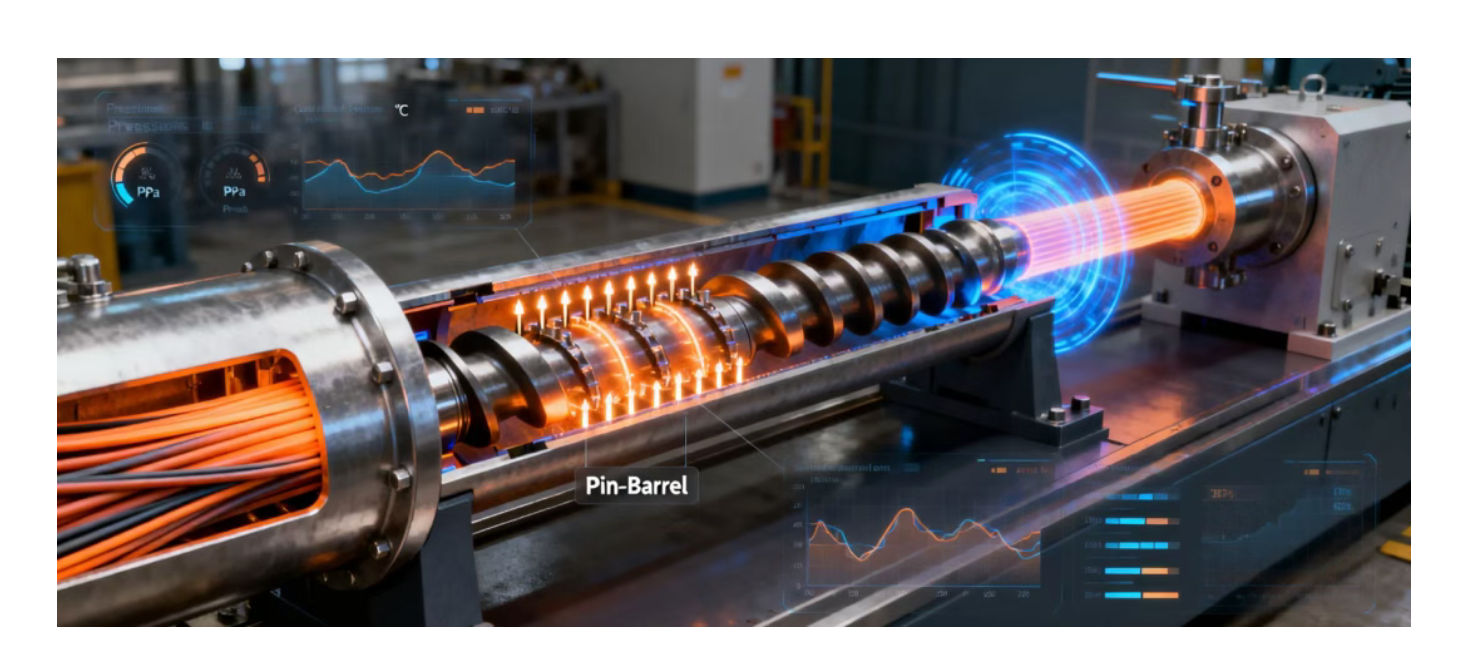
核心技术——销钉机筒(Pin-Barrel): 在机筒上扎进几排销钉,像梳子一样把胶料打碎再汇合。
优点: 无需热炼,自动化程度高,温度均匀,挤出尺寸极稳。
三、 挤出过程中的“三座大山”
想要控制好挤出质量,你必须和这三个物理量做斗争:
1. 温度(Temperature)——焦烧的边界线
橡胶对温度极其敏感。螺杆转速越快,剪切热越高。
工程师秘籍: 挤出机的机筒通常分 3-4 段控温,而螺杆内部也必须通冷却水。如果螺杆尖qian端duan太热,胶料会在那里“挂死”焦烧,导致挤出来的产品里全是“熟胶疙瘩”。
2. 压力(Pressure)——尺寸的定海神针
模头处的压力如果不稳定,挤出来的东西就会忽粗忽细。
公式: 挤出量 Q = Q(drag)- Q(pressure)
(注:产量 = 拖拽流 - 压力回流)。
如果阻力太大,胶料就会在螺棱间往回跑,导致生热暴增。
3. 剪切速率(Shear Rate)
胶料在经过模头窄缝时,流速极快。
现象: 当剪切速率超过胶料的临界点,就会出现“鲨sha鱼yu皮(Shark Skin)”或者“熔体破裂”。
解决: 提高胶料的含胶率、增加内润滑(如硬脂酸)或者微调模头设计的导入角。
四、 常见缺陷解析:为什么你的产品不合格?
1. 口型膨胀(Die Swell)
现象: 模具孔是 10mm,挤出来的圈却是 12mm。
原因: 橡胶具有“弹性记忆”。在模具里被挤压,一出门就想恢复原状。
博士对策:
增加计量段长度,让胶料在模具里多“适应”一会儿(松弛)。
提高挤出温度(降低粘度)。
调整模具设计,这就是所谓的“补偿修正”。
2. 表面麻点/气孔
原因: 胶料里的水分没排净,或者是卷入了空气。
解决: 检查真空泵。现在的冷喂料挤出机通常带有真空段,专门用来把胶料里的气“抽”走。
3. 焦烧块(Scorch Particles)
原因: 停机时间太长没清机,或者是配方里促进剂太活泼。
五、 博士的“实战排雷”笔记
关于清理: 每次停机,必须用“洗机胶”(通常是硬度较低、无硫磺的胶料)把机筒里的余料顶出来。否则,残留的胶料在机筒里“闷烧”,下次开机全是废品。
关于进料: 喂料辊的间隙要调好。如果进料忽多忽少,会导致压力剧烈波动,再好的螺杆也救不回来。
关于螺杆设计: 针对不同的胶种,螺杆设计完全不同。
EPDM: 需要强剪切,螺杆压缩比要大。
硅橡胶: 怕生热,螺杆要短,且剪切要温和。
螺杆对胶料要够“狠”(剪切力要足,确保混炼均匀),但也要够“柔”(控温要准,不能让它过热冒烟)。
新手看产量: 以为转速越快越好。
高手看曲线: 盯着压力表和温度传感器的波动。
挤出机不仅是机器,它是有脾气的。掌握了胶料在螺杆里的流动规律,你就能从“修机师傅”变身为真正的“橡胶工艺大师”。
特别声明:
Special statement:
转载其他网站内容仅供参考,以传递更多信息而不是盈利。
Reprinting content from other websites is for reference only, to convey more information rather than for profit.
版权属于原作者。如有侵权,请联系删除。
Copyright belongs to the original author. If there is any infringement, please contact us for deletion.






